Производство теплоблоков своими руками
Содержание
- Технология изготовления теплоблоков
- Особенности производства теплоблоков своими руками
- Оборудование для производства теплоблоков
- Производство теплоблоков на вибропрессе
- Изготовление литого теплоблока
- Клеевые блоки
- Производство вкладышей для теплоблоков
- Формы для теплоблоков
- Вибропресс для теплоблоков
- Станок для теплоблоков
- Бизнес план по производству теплоблоков
- Заключение
Далеко не самое простое производство теплоблоков требует использования тщательно выверенной рецептуры для бетонной основы блоков и самой технологии формования полиблоков. Тем не менее, делать теплоблоки своими руками в полукустарных условиях вполне реально, если не экономить на оборудовании и расходных материалах.

Технология изготовления теплоблоков
Основное отличие в производстве теплоблоков заключается в способе получения бетонного несущего основания или прочного слоя. Для домашнего изготовления трехслойных блоков применяют три варианта техпроцесса:
- Вибропрессование бетонной смеси;
- Формование теплоблоков обычным литьем бетона в подготовленную форму;
- Ручная склейка теплоблоков из отдельных слоев.
Поэтому выбор технологии производства теплоблоков напрямую зависит от дальнейшего их использования и наличия оборудования.
Например, для небольшого одноэтажного дома подойдет полиблок, изготовленный на арендованном вибрационном прессе. Полноценные двух-трехэтажные коттеджи строятся из литых песчано-цементных теплоблоков. Для отделки фасада дорогостоящим типом плитки, плитки из натурального камня или керамогранита используют технологию ручной склейки блоков.

Особенности производства теплоблоков своими руками
Существует немало экспертных мнений, отстаивающих преимущества того или иного способа производства трехслойных полиблоков с пенополистирольным утеплителем. К их высказываниям следует относиться с определенной долей скептицизма, так как большинство суждений составляется на основании качества полученной единичной продукции кустарного производства, без учета и анализа соблюдения кустарями всех требований технологического процесса.

Это доказали и финские технологи, и европейский опыт возведения жилых малоэтажных зданий из трехслойного материала.
Оборудование для производства теплоблоков
Заниматься производством композитного бетонного блока имеет смысл только в том случае, если есть возможность взять в аренду или купить качественное оборудование для производства теплоблоков. В среднем окупаемость линии для камня составляет не менее полугода при 80% станочного парка.

Производить добротные теплоблоки своими руками можно только в единичных экземплярах, не более 3-5 штук в день. При такой организации производства стоимость блока будет не 260-270 руб. за камень, а все 300 руб. при значительно более низких механических характеристиках.
Для массового изготовления теплоблоков используют технологию вибропрессования. Это наилучший вариант. Линия компании «Монолит», изображенная на фото, способна выдавать несколько тысяч полистирольных блоков высокого качества.


Для кустарного производства используются гидравлические вибропрессы или самые простые ручные станки с механическим приводом. В этом случае технология производства теплоблоков не меняется, отличается лишь способ создания усилия – с помощью электродвигателя или руками.

Литьевой способ производства предусматривает автоматическую подготовку смеси и заливку форм с уложенным вовнутрь пенопластовым вкладышем. Формы с залитыми теплоблоками твердеют и выстаиваются в тепле при температуре в пределах от +5 до +45оС. Формы под заливку стандартно собираются в пакеты по три штуки в ряду.
Кроме форм и прессового оборудования, потребуется станок для изготовления пенопластовых вкладышей, либо придется вырезать пенополистирольные кирпичи раскаленной проволокой.
Производство теплоблоков на вибропрессе
Больше всего претензий высказываются в адрес теплоблоков, изготовленных вибрационным прессованием. Основной список претензий сводится к следующему:
- Низкая механическая прочность керамзитобетона;
- Плохое сцепление декоративного камня или бетона с пенопластовым вкладышем, из-за чего происходит отслоение и накопление влаги внутри полиблока;
- Большая погрешность в геометрических размерах теплоблока.
Прочность теплоблока с керамзитобетонным слоем действительно ниже, чем у блока с литой песчано-цементной смесью. У последнего прочность бетонной отливки достигает класса В12 или М150. При использовании керамзита теплоблок теряет до 60% исходной прочности, но все равно материал оказывается вдвое крепче того же газобетона.
Проблемы с плохим сцеплением или геометрией полиблока возникают исключительно в случаях, когда пенопластовый вкладыш не проходит подготовку, или вибропрессование выполняется вручную.
Процесс изготовления теплоблока на станке с электрическим или гидравлическим приводом состоит из следующих этапов:
- В стационарную форму станка выполняется закладка профилированного пенопластового вкладыша;
- Внутрь загружается керамзитобетонная или песчано-бетонная смесь, после чего одевается защитная решетка, опускаются пуансоны, и смесь уплотняется вибрирующим инструментом;

- По завершению работы пуансоны поднимают, готовый теплоблок извлекают из формы и укладывают под полиэтилен для отвердевания и набора прочности.

Процесс изготовления теплоблоков сильно зависит от соблюдения условий твердения. Керамзитовые полиблоки с пенопластовым утеплителем выдерживают двое суток в теплой и влажной атмосфере, только в этом случае не будет трещин или сколов поверхности. Цементно-песчаные теплоблоки выдерживают до 20 суток при положительной температуре и регулярном увлажнении поверхности. Иногда в процессе домашнего производства пренебрегают условиями выдержки материала, в результате чего в бетоне появляются трещины.
Изготовление литого теплоблока
Технология изготовления блоков литьем практически не отличается от изготовления железобетонных плит, с той только разницей, что уплотнение цементно-песчаной смеси в металлической форме теплоблока существенно выше, чем у керамзитобетонных моделей.
Форма с установленным пенопластовым вкладышем и арматурой монтируется на вибрационном столе и заливается бетоном. Секрет высокой прочности цементно-песчаных теплоблоков состоит в использовании специальных пластификаторов, обеспечивающих удаление пузырьков воздуха.

В отличие от вибропрессовой технологии, когда бетон заливается в форму одновременно с двух сторон вкладыша, в литьевой схеме слои укладывают последовательно. Масса находится в форме до набора остаточной прочности. Не очень удобно, так как освободить оснастку без ущерба для структуры полиблока можно лишь на вторые сутки.

Соответственно, если планировать производство в кустарных условиях, то потребуется запастись пластиковыми формами в двойном комплекте, но все равно, дневная выработка обычно едва превышает 50 блоков.
Изготавливать трехслойные камни можно даже в условиях, когда нет возможности приобрести или купить подходящее оборудование для теплоблоков. Залитую смесь уплотняют ручной трамбовкой, или укладывают в форму тканевые вкладыши, а раствор замешивают с избыточным на 15% количеством воды. Если отливку трехслойного блока выдерживать не 1-2 суток, а минимум четыре дня при температуре в 10-12оС, то прочность полиблока будет не хуже, чем после вибростола, правда, с более высокой усадкой.
Клеевые блоки
Помимо пенопласта и бетона, в производстве активно используются минеральное волокно, ЭППС, пенополиуретан и даже пеностекло. Для минерального и базальтового волокна, ЭППС можно выполнять вибролитье без разделения слоев, по обычной схеме. Но в этом случае полиблоки получаются недостаточно прочными, поэтому в штучном производстве их зачастую клеят акриловыми смесями.
Аналогичный способ используется в ситуациях, если для наружной отделки используются плитки из натурального природного камня. Чтобы не рисковать материалом, мраморный известняк, габбро и даже отдельные виды керамики чаще всего наклеивают на уже готовый камень.
Производство вкладышей для теплоблоков
Для небольшой партии полиблоков закладные вкладыши можно изготовить обычным проволочным резаком из нихромовой проволоки. Если речь идет о производстве нескольких сот трехслойных блоков в день, то потребуется специальный пазонарезной станок, как на видео
Внутри короба с двойными стенками расположен проволочный профилированный контур. Вырезанная по размерам заготовка вкладыша, проходя через раскаленный шаблон, получает необходимый профиль пазов.

После прохождения раскаленной проволоки поверхность пенопласта не оплавляется, как при резке ручным инструментом, а приобретает плотную и шероховатую текстуру. Если вкладыши приходится резать ручным инструментом, то пенопластовую поверхность перед заливкой предварительно обрабатывают грунтовкой.

Формы для теплоблоков
Стандартная пресс-форма для вибропрессового станка выполняется из металла по коробчатой схеме с быстросъемным днищем. Коробку закрепляют на станине пресса и выставляют под габариты движения пуансона. Нагрузки на стенки формы относительно невелики, поэтому срок службы приспособления может исчисляться сотнями тысяч штук теплоблока.
Для вибролитья используют разборные формы из ударопрочного пластика АБС. Материал легко выдерживает длительный нагрев до 75оС, поэтому полиблоки можно выдерживать в пропарочной камере.
Вибропресс для теплоблоков
Одним из наиболее интересных вариантов оборудования для производства в домашних условиях считается универсальный вибропресс ВП600. При массе оборудования с оснасткой чуть более 180 кг пресс способен за 30 секунд сформовать полноценный блок весом в 30 кг.

Более мощное оборудование, например, вибропресс ВИПР1-2М, обеспечивает производство на уровне 50-60 полиблоков в час.

Станок для теплоблоков
Для домашнего производства полиблоков использование вибропрессового оборудования ВП600 или ВИПР оказываются слишком энергоемким и дорогим в обслуживании. Более простые и дешевые приспособления и станки обеспечивают приемлемую производительность по количеству полиблоков при минимальной цене и затратах электроэнергии.
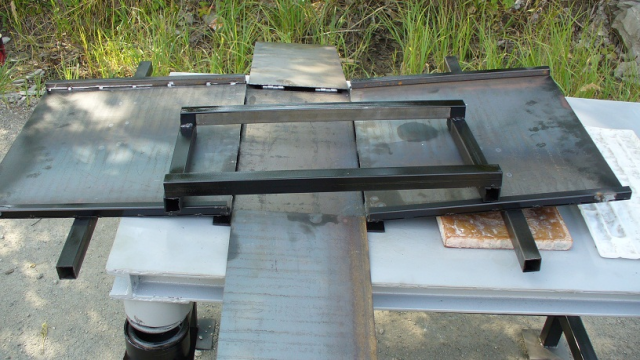
Простейший вариант станка для производства блоков приведен на фото.

Конструкция представляет собой вибростол с рамой, на которой закреплены подвижные консоли с прессующими пуансонами. Стол приводится в действие электродвигателем мощностью 500 Вт, что вполне достаточно для вибрационного уплотнения теплоблоков размером 600х300 мм.
Для укладки и съема формы в конструкции станка используется подкатная тележка, при этом оборудование рассчитано на нагрузку в 300 штук блока в день.
Бизнес план по производству теплоблоков
Отпускная цена фирменного трехслойного блока составляет 260 руб. Для получения постоянных заказов себестоимость блока 40х30х20 см должна быть не более 250 руб. при толщине утеплителя в 100 мм, прочной основы — 150 мм, декоративной облицовки — в 50 мм.
Соответственно, затраты на материалы для производства десяти полиблоков составят:
- Цементно-песчаной смеси – 170 л или 350 руб., при изготовлении замеса собственными силами;
- Пенополистирольный вкладыш 40х20х10. Стоимость десяти пенопластовых вкладышей будет равна 150 руб.;
- Декоративный камень для десяти штук обойдется в 100-120 руб.
Всего затраты на материалы для изготовления десяти блоков составят 600-620 руб.

Кроме того, стоимость комплекта форм — это еще 10 тыс. рублей. Цена наиболее простого станка для теплоблоков – 85 тыс. руб. Всего затраты на производство первой коммерческой партии в 500 штук составят 30 тыс. руб. на материалы и 95 тыс. руб. на оборудование. Выручка от производства составит 125 тыс. руб.
Заключение
Производство теплоблоков, при использовании качественного оборудования и материалов, считается высокоприбыльным видом бизнеса. На самоокупаемость проекта потребуется минимум три месяца, после чего производство будет приносить устойчивую прибыль, при условии, что в месяц реализуется не менее тысячи полиблоков.

 Обсудить статью на форуме
Обсудить статью на форуме






